 ARKU strojevi za ravnanje lima i izrezanih dijelova iznimno su precizni i daju dosljedno izvrsne rezultate. Pružaju ogromnu dodanu vrijednost: štede vrijeme te minimiziraju otpad i vrijeme izgubljeno na preradu. Tvrtka ARKU je sa iskustvom od više od 50 godina, izgradila izvanrednu reputaciju i međunarodno prisustvo. ARKU je istinski tehnološki lider za ravnanje.
ARKU strojevi za ravnanje lima i izrezanih dijelova iznimno su precizni i daju dosljedno izvrsne rezultate. Pružaju ogromnu dodanu vrijednost: štede vrijeme te minimiziraju otpad i vrijeme izgubljeno na preradu. Tvrtka ARKU je sa iskustvom od više od 50 godina, izgradila izvanrednu reputaciju i međunarodno prisustvo. ARKU je istinski tehnološki lider za ravnanje.
ARKU nudi potpunu paletu strojeva za ravnanje visokih performansi: od preciznih strojeva za ravnanje metalnih dijelova, limova i ploča, do visoko učinkovitih strojeva za obradu limova iz koluta sposobnih za obradu AHSS materijala. Arku EcoMaster® serija preciznih ravnalica osigurava da i najmanji metalni dijelovi i ploče lima budu optimalno ravni. Deblji dijelovi zahtijevaju Arku stroj FlatMaster®. Nasuprot tome, model PlateMaster® je savršen stroj za ploče s velikom površinom. FlatJack® vam omogućuje brzo i precizno mjerenje i provjeru ravnosti dijelova na samoj ravnalici, s preciznošću u desetinku milimetra. U nastavku saznajte više o našim preciznim ravnalicama i tehnologiji ravnanja.
Postupak ravnanja
U procesu ravnanja pomoću valjaka, metalni dio prolazi kroz niz naizmjenično pozicioniranih valjaka za ravnanje. Materijal je nakon procesa ravnanja oblikovan na takav način da je dobiveni rezultat optimalno ravan materijal sa minimalnim zaostalim naprezanjima u materijalu. Niža razina zaostalog naprezanja u materijalu omogućuje bolje rezultate obrade tijekom sljedećih koraka proizvodnje, kao što su zavarivanje i savijanje.
Metode ravnanja
(Zašto postoji ARKU tehnika ravnanja?)
Čekić i zagrijavanje
Ovo je konvencionalna tehnika izravnavanja. Dio se zagrijava, a zatim se čekićem vrši ravnanje. Ova tehnika je dugotrajna, zahtjevna i zahtijeva visoko kvalificirane radnike. 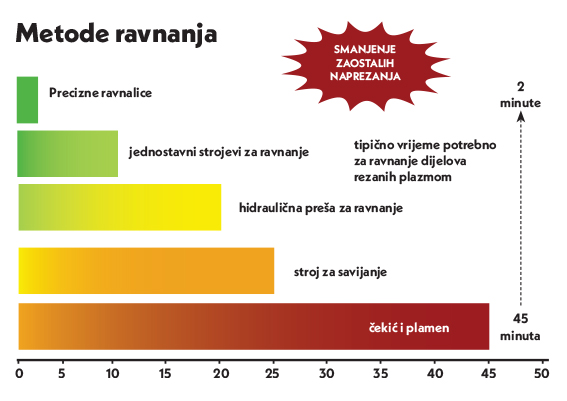
Strojevi za kružno savijanje
Proizvođači također koriste strojeve za kružno savijanje za uklanjanje grubih neravnina. Uske tolerancije ravnosti se ne mogu postići ovom metodom zbog zaostalih naprezanja u limu. Osim toga, gotovo je nemoguće dobiti dosljedan rezultat ravnanja za veće serije. Rukovanje je vrlo zahtjevno za velike i teške dijelove izrezane plazmom. Utrošak vremena potrebnog za ravnanje je također vrlo velik.
Preše za ravnanje
Isto vrijedi i za preše za ravnanje koje se obično koriste za dijelove izrezane laserskim, plazma ili plinskim rezačima. Vremenski zahtjevi od 20 minuta po dijelu nisu neuobičajeni. Gotovo je nemoguće dobiti dosljedan rezultat ravnanja na više komada unutar serije.
 Ravnanje ARKU strojevima
Ravnanje ARKU strojevima
Ravnanje valjcima ARKU strojeva je ustvari proces savijanja. Neravni dio, lim ili ploča se deformira naizmjeničnim savijanjima koja se postižu prolaskom dijela, lima ili ploče između gornjeg i donjeg seta valjaka za ravnanje. Gornji set valjaka u odnosu na donji set je odmaknut za pola koraka što rezultira valovitim prolaskom dijela duž ravnalice. Taj val treba biti najvećeg uspona na ulazu u stroj, a najmanjeg pri izlasku iz stroja (analogno opadajućoj sinusnoj krivulji). Elasto-plastično naizmjenično savijanje i konstantno smanjivanje intenziteta savijanja dovode do ravnih dijelova gotovo bez zaostalih naprezanja.
Servo-hidraulične precizne ravnalice
Servo hidraulične ravnalice zadovoljavaju visoka očekivanja i najuže tolerancije. Uzmimo za primjer ARKU FlatMaster®. Valjci za ravnanje su postavljeni sa minimalnim razmakom valjka i imaju izvrsnu potporu (ležište). Kontrola razmaka gornjeg i donjeg seta valjaka održava konstantni razmak čak i sa promjenjivim debljinama izradka.
U kombinaciji sa malim promjerima valjaka ove značajke osiguravaju ravne i zaostalog naprezanja oslobođene dijelove u samo jednom prolazu.
Koje prednosti ima ravnanje valjcima za izravnavanje u odnosu na druge metode?
Druge metode zahtijevaju mnogo vremena i ne oslobađaju materijal od zaostalog naprezanja. Ravnanje valjcima je jednostavan i brz način dobivanja ravnih dijelova, limova ili traka s najvećom preciznošću. Osim navedenog, omogućena je iznimna ponovljivost sa konstantnim dobivanjem dosljedno izravnatih dijelova. Ručno ravnanje, na primjer, nekoć je bilo rezervirano za radnike s najopsežnijim i najdužim iskustvom, jer zahtijeva mnogo vještine. Danas svatko može brzo i jednostavno naučiti kako izravnati metalne dijelove pomoću ravnalica.
Utječe li broj valjaka za ravnanje na kvalitetu izradka?
Procesirani materijal je mehanički naizmjenično savijen duž stroja, a isto tako se intezititet savijanja prema izlazu ravnalice smanjuje. Općenito, što je broj naizmjeničnog savijanja veći to je bolji rezultat ravnanja.
Za deblje materijale potrebno je barem 5 ravnajućih valjaka za vidljivi rezultat, ali grube tolerancije ravnosti dok je za tanke materijale potreban veći broj valjaka.
Iskustvo kroz praksu je pokazalo potrebu za barem 11 – 13 valjaka da bi se postigle dovoljno dobre tolerancije.
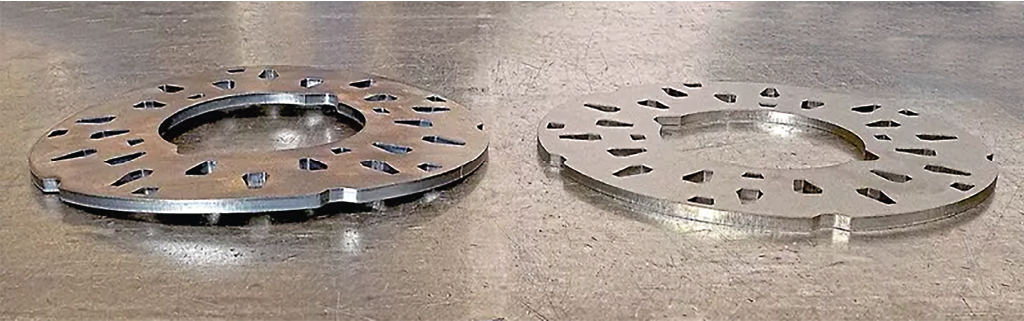
Zašto je potrebno izravnavanje nakon laserskog ili plazma rezanja ili nakon probijanja?
Toplinski proizvodni procesi kao što su lasersko, plinsko ili plazma rezanje unose veliku količinu topline u materijal. Rezultirajući temperaturni gradijent unutar materijala dovodi do naprezanja i otvrdnjavanja rubova. Dijelovi i limovi izrezani takvim metodama mogu biti iskrivljeni.
Što proizvođač lima treba uzeti u obzir prikupnji ravnalice?
Dizajn stroja ovisi o materijalima koji se ravnaju. Ključni parametri stroja za ravnanje uključuju promjer i nagib valjaka te njihov broj. U pravilu; što je manji korak valjka i što je manji promjer valjka za ravnanje, to je bolji rezultat.
Neophodan je dovoljno čvrst oslonac valjaka za uklanjanje nedostataka. Kako bi se nosila s svakodnevnom proizvodnjom, ravnalica bi također trebala biti opremljena sustavom za brzu izmjenu valjka (quick change). To omogućuje jednostavnu izmjenu valjaka i temeljito čišćenje jedinice za ravnanje. Prljavština ili ostaci materijala u stroju mogu pogoršati rezultate ravnanja i uzrokovati veće trošenje dijelova.
Mogu li se svi materijali izravnati?
Moguće je ravnati sve materijale sa jasnom granicom razvlačenja i čiji je maksimalni progib prije puknuća barem pet posto u odnosu na cjelokupnu duljinu. Ako su ove vrijednosti nepoznate, prikladnost materijala za ravnanje može se utvrditi testiranjem. Kao pravilo, vrijedi: „ako se materijal može saviti, može se i izravnati“.
Mijenja li ravnanje valjcima svojstva materijala?
Ravnanje feritnih metala pri normalnim okolnostima ne mijenja mehanička svojstva kao što su vlačna čvrstoća ili dimenzije. Za razliku od ostalih feritnih metala, nehrđajući čelici imaju tendenciju očvrsnuti nakon što se više puta ravnaju što nije nužno točno za neferitne materijale. Naročito mekani materijali kao što su aluminij i magnezij su podložni abraziji materijala i snižavanju granice razvlačenja.
Značajke ARKU ravnalica:
- Intuitivno upravljanje putem zaslona osjetljivog na dodir sa HMI sučeljem (sučelje funkciora i s rukavicama)
- Zaštita od preopterećenja
- Značajke brze izmjene (quick change) za pristup valjcima za izravnavanje (jednostavno čišćenje)
- Kontrola razmaka valjaka (dosljedni rezultati ravnanja)
Koje su prednosti ravnanja ARKU strojevima?
Prednosti ovog procesa su:
- Dobivanje ravnih dijelova/ploča sa minimalnim zaostalim naprezanjem materijala
- Učinkovito eliminira neravnomjerne deformacije materijala
- Značajno brži, učinkovitiji i ekonomičniji od alternativnih procesa ravnanja
- Jednostavan proces bez opsežnih zahtjeva za obukom
- Temelj za pouzdano rezanje, zavarivanje ili savijanje
- Smanjuje doradu i eventualne korekcije
